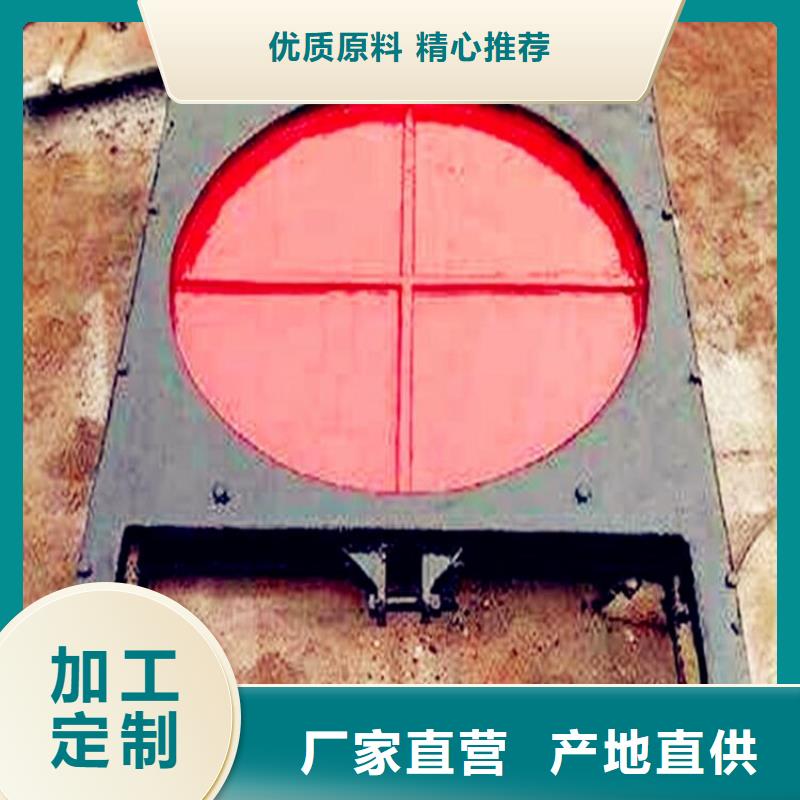









产品名称:PM拍门 PM拍门产品概述: 拍门是安装在给排水和污水处理工程的排水管出口的一种单向阀,用以溢流或止回介质,也可用于各种竖井井盖。按外形构造分圆型拍门和方型拍门。 拍门主要由阀体、阀盖、铰链构件组成,有铸铁和碳钢两种材质,其启闭力来自水源压力,不需人工操作。该拍门内的水压大于拍门外侧压力,则开启;反之则关闭,已达到溢流和止回的作用。 拍门主要性能: 公称压力:0.1MPA 适用介质:水、河水、污水、海水 适用温度:≤50℃ 主要零部件材质:碳钢、不锈钢 口径:DN150-DN1500 拍门订货须知: 1、①产品名称与型号②产品口径③产品材质 2、若已经由设计单位选定的拍门型号,请按产品型号直接向我司销售部订购。 3、当使用的场合非常重要或环境比较复杂时请您尽量提供设计图纸和详细参数,由我们的劳伦斯阀门专家为您审核把关。 
铸铁闸门的选择应考虑以下因素:(1)铸铁闸门的抗压力。铸铁闸门需要与水接触,水是有压力的,所以,铸铁闸门需要具备的是:良好的抗压能力,能够在各种无常变化的水压之下还能够保证其良好的工作运行情况,否则将会导致铸铁闸门使用时出现止不住水的情况。(2)铸铁闸门的密封性。在很多的水利施工过程中,我们是需要进行控水、排水等操作的,如果说所采用的铸铁闸门不具有良好的密封性的话,那么,就会让我们的整个止水工程质量受到影响,我们可以通过选择完整的铸铁闸门来保证其密封性,同时还有一定的观赏价值。(3)铸铁闸门的使用寿命。产品的使用寿命直接影响着产品的质量,所以在挑选时,特别应留意产品的质量显示数据,只有质量得到了保证才能确保在使用过程中有着良好的工作效率。(4)铸铁闸门厂家的售后服务。只有厂家提供满意的售后服务,才会让消费者信任,所以,在挑选铸铁闸门时一定要查看铸铁闸门厂家在售后上的重视程度。
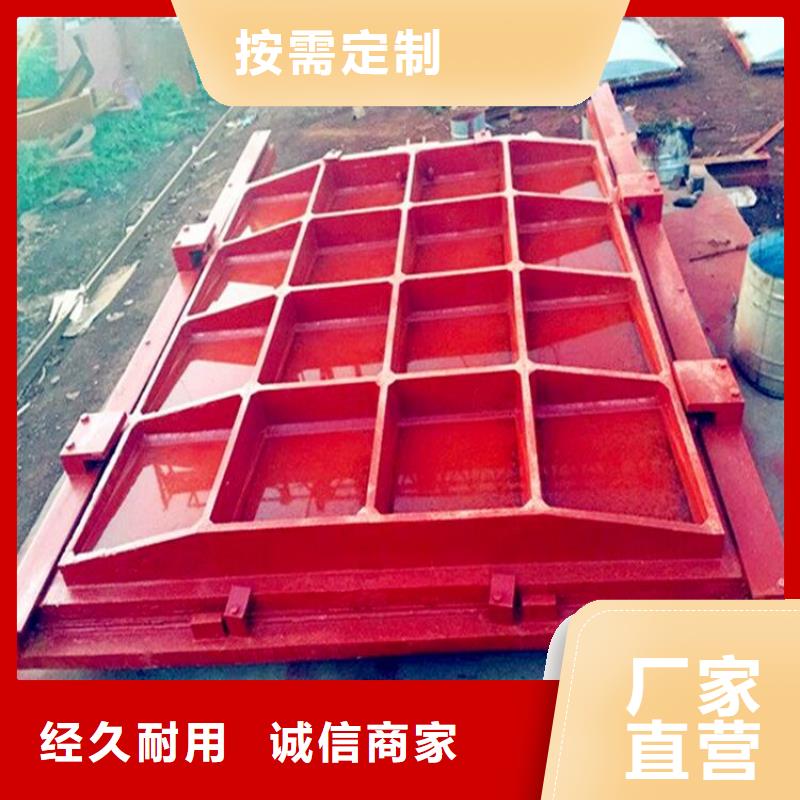
铸铁闸门主要用于给排水、防汛、灌溉、水利、水电工程中,用来截止、疏通水流或起调节水位的作用。 铸铁闸门有方形、圆形两种。铸铁闸门一般由门叶和门框两部分组成,门体和门框的材料为铸铁,一般整体铸造、整体加工。门体一般采用面板与加强肋的结构,面板可做平面或拱形。门体一般整体铸造和机加工,但尺寸较大的采用分块组成式。主要用于水利水电、市政建设、给水排水、农用水利建设、污水处理等工程。防腐能力强,可在PH=6-8的流体酸碱中使用。闸门结构合理,便于安装、操作简单灵活,便于管理。灌溉用600*1000铸铁闸门主要适用正向受压止水,正常使用水头1-8m。根据用户需要可制造高水头闸门,正向设计水头可达50m,反向水头可达20m。闸门关闭时设有锁紧,止动装置,在结构上采用机加工面硬止水。 平面铸铁闸门生产销售操作动力可分为人力的,电力的,液力的。动力传送方式可分为机械传动和液压传动,机械传动又分为皮带传动,链条传动,齿轮传动和组合传动。液压传动可分为油压传动和水力传动。启闭机的安装状况可分为固定式和移动式,常以此种分类法命名启闭机。制造与维修都较方便。(2)密封面不易磨损及擦伤,密封性好,启闭时阀瓣与阀体密封面之间无相对滑动,因而磨损与擦伤均不严重,密封性能好,使用寿命长。这在阀门和管道焊接在一起时非常适用。不锈钢截止阀的流动阻力由于介质流经该类阀门的流动方向发生变化而比其他阀门的流动阻力大。不锈钢闸板-钢制闸板厂家的特点:(1)结构比闸阀简单。 铸铁闸门在排水阀门工程中的作用。在液压工程领域阀的运用,铁门是液压的构造,它能够根据需要封闭该建筑物的孔也能够是全部或有些开放的孔,用于调理下流水位和流量的主要组成有些,形成防洪,灌溉,供水,发电,航运和过木木筏别的优点太多,铸铁闸阀也可用于扫除漂浮物,泥沙,冰等,或提供必要的修理建筑物和设备的有关条件。 水管阀门上排水阀,一般是一些惯例设置来操控铁门,用于根据需要调理流量操控供水工程;取水泵站和一些地道,涵洞,倒虹吸管进口和出口的一般装有修理闸门,为水工建筑物和泵设备的养护状况;在储溢洪道或溢洪道一般设置有用于防洪水库水位溢洪道工作和下流活动泄大化好处储功用。铁门用于操控设备封闭和翻开排气口(放)水通道。水力构造的一个主要组成有些,可被用于阻拦的活动,操控水位,调整沉积物和漂浮物和别的排放的活动。 平面铸铁闸门生产销售注意在间隙后将卡铁和斜铁上的顶丝拆除,以使闸门启闭。在浇注混凝土时,流进闸板,闸框,斜铁,档板间隙中的灰浆应,防止灰浆凝固后影响闸门启闭。用于城市给水,排水的闸门,堰门,拍门等设备可以挂墙安装,也可以与池底相安装。电化学腐蚀金属与电解质相,产生电子流动,而使自身在电化学作用遭受破坏,这是腐蚀的主要形式。常见的酸碱盐溶液腐蚀,大气腐蚀,土壤腐蚀,海水腐蚀,微生物腐蚀。2不锈钢的点腐蚀和缝隙腐蚀等等,都是电化学腐蚀。
双向转动闸门是用于关闭和开放水通道的控制设施。铸铁闸门是生活中应该的实用设备,有效帮助我们获得,以及对于我们水利建设的作用更是极为的,更是在设计的过程中,有着较好的节能环保意识。铸铁方闸门采用上装式结构,在高压、大口径条件下减少了阀体自身的连接螺栓,增强了阀门的可靠性且能克服系统自重对阀门正常工作的影响。铸铁镶铜圆闸门由门框、闸板、导轨、密封条、可调整密封机构等部件组成。铸铁可调式堰门,又称下式铸铁闸门,是普通铸铁闸门的一种变种闸门,主要应用于调节水位。 机闸一体钢闸门按闸门的结构形式分为: PZ型平面平板门和PGZ型平面拱形门又可分为整体式和组装式两种,规格齐全从0.2x0.2—6.5x6.5m(6.5x6.5m米或者水头高为6.5m米)并生产矩形铸铁闸门;出水口=3米时,为双吊点闸门。机闸一体式铸铁闸门主要适用与正向受压止水,根据用户需要可制造反向止水闸门。在结构上采用机加工硬止水,较大闸门底封水亦可采用橡胶封水。根据用户要求,可采用镶铜或镶不锈钢止水,该设备可以根据客户需要做成铸铁的,钢的和不锈钢的,满足不同地方不同客户需要。 钢制闸门防腐解决方案一、闸门概况 闸门广泛应用于水库、水渠、水工隧洞、水闸等水工建筑物上,它们调节流量、控制水位、蓄水泄洪,造福人类。钢闸门作为闸门中常见的一种,具有承压力大、重量轻、启闭灵活、寿命长等优点。然而有资料证明:每年钢材表面的腐蚀在大气中为0.10mm,在河水中为0.15mm在海水中为0.30mm。因此必须重视钢闸门的防腐处理工作,即采取有效防腐措施减缓钢闸门表面腐蚀速度,延长使用寿命,保证工程运行。 二、闸门防腐处理工艺 2.1钢闸门防腐措施 钢闸门防腐措施常见有三种,即涂料防腐、金属防腐和外加电流阴极保护与涂料联合防腐。 涂料防腐是利用涂料涂装在闸门结构表面形成保护层,把钢材与工作介质隔离,从而达到防腐目的。涂料防腐对闸门结构无特殊要求,应用很广泛。 金属防腐一般指喷锌、喷铝,而喷锌常用。喷锌就是通过一套专用设备将锌丝融化喷射到闸门结构表面形成锌镀层,防止钢材腐蚀。由于锌镀层本身有一些细微孔隙,所以常与涂料防腐联合应用。喷锌防腐常用于数量少、面积小、维护条件差、工作环境恶劣、防腐要求较高的重要结构。 外加电流阴极防腐是以闸门结构作为阴极并合理地布置一些辅助阳极,在电解质溶液中,通过牺牲阳极来保护阴极的电化学防腐方法。该方法常与涂料防腐联合使用,用于保护面积较大,结构数量较多而集中,表面形状比较简单而又常浸水中的重要结构。 2.2钢闸门一般防腐处理工艺 无论采用哪种防腐措施,必须首先对钢闸门结构表面进行表面处理,方法有三:人工法、机械法和化学法。目前常用的是干喷砂法(属机械法)。因此一般钢闸门防腐工艺流程为:表面处理(喷砂)—喷镀(喷锌)—涂料涂装。三、钢闸门防腐处理中需要注意的几个问题 由于受施工季节、工期和场地等条件影响,防腐处理过程中常出现一些违规现象,为此有必要从理论上提高认识,做到有据可查、有规可依,从而有效提高防腐质量。下面结合施工经验对一些难以统一标准的问题作简单论述。 3.1气象条件 气象条件主要是作业时的温度、湿度和露点。对喷砂和喷漆作业,要求:钢板表面温度高于露点3℃以上;相对湿度不大于85%;环境湿度喷砂为0℃以上,喷漆为10℃以上。露点是指潮气将凝结成液体的温度。 3.2环境条件 喷砂场地严禁闲人进入,保护磨料干净、清洁;喷砂作业与喷锌、喷漆作业要进行有效隔离,防止相互影响。 3.3各工序间的时间间隔 喷砂除锈后,钢材表面应尽快喷锌,一般控制在2h内,气象条件好时,也不宜超过8h。喷锌检查合格后,应立即进行涂漆封闭, 在锌层尚有余温时即涂装 遍防锈漆,以后各遍涂层必须在前一层全干透后方可进行,以免产生皱皮现象,通常干燥时间为6h,应按涂料说明书进行。 3.4喷涂距离与角度 喷砂喷射距离宜为150-300mm,喷射角度以45-80度为宜,这样可以边打边吹,避免直射时因砂粒反射引起相互撞击。喷锌喷镀距离为150-200mm,喷距过小,镀层温度增高,冷却收缩易引起翘皮和脱落;喷距过大,影响锌粒喷射动能,引起镀层结构疏松,孔隙增加,降低附着力。喷射角度(喷束中心线与工作面垂线夹角)控制在25度左右,这样既可减少锌粒互相碰撞,又可防止其滑冲与飞散,从而得到紧密、牢固的镀层。涂漆喷射角度应垂直,距离以150-250mm为宜,距离增大,漆雾喷射力量减少,易飞散,影响漆膜附着力;距离减小,易使漆液集中,形成桔皮流挂。 3.5涂层遍数与厚度 一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。 3.6边角位置及拼接焊缝处的喷涂 为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门喷涂。 闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。 四、防腐处理质量检查 钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。 4.1表面处理(喷砂) 一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。 4.2喷锌 外观质量目测检查,镀层表面应均匀无杂物、起皮、鼓泡、孔洞、凹凸不平、粗颗粒、掉块及裂纹等缺陷。 镀层附着力用划网络格法检查,具体操作按规范(DL/T5018-94)执行。镀层厚度一般为120-250μm,用磁性测厚仪测定,测点合格率不得低于85%。 
